砂輪速度的選擇
砂輪速度低,砂輪磨損嚴重,生產率低;砂輪速度過高,磨粒切削刃鋒利程度易下降,也容易燒傷工件。砂輪速度與表面粗糙度值的關系如下圖所示。
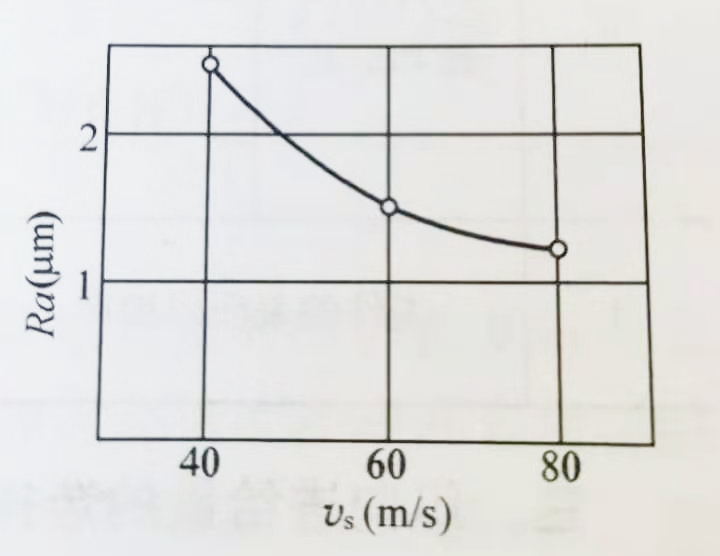
砂輪速度與表面粗糙度的關系
該關系圖形成條件是:工件材料45鋼、調質250HBS、切入磨削、磨具PA80MV、速比q=60、磨削液為2.4%的69-1乳化液。
由上圖可知,隨著砂輪速度提高,表面粗糙度值降低,但應注意防止磨削顫振。一般外圓和平面磨削,使用陶瓷結合劑砂輪,砂輪速度在30~50m/s;內圓磨削及工具磨削一般砂輪速度在60~80m/s,有的已超過100m/s。
工件速度的選擇
工件速度,對外圓和內孔磨削是指工件的線速度,平面磨削時指工作臺運動速度。工件速度υw與砂輪速度υs有關,但較其要小得多。若二者速度比為q(q=υs/υw),則
外圓磨削 q=60~150
內院磨削 q=40~80
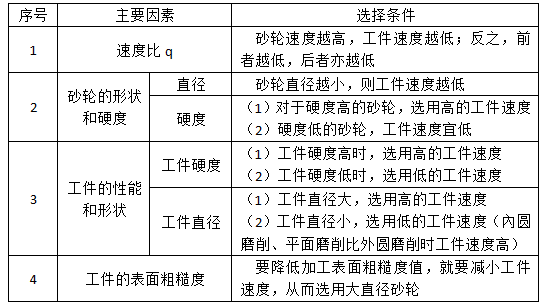
普通磨削 υw一般為10~30m/min,工件速度選擇條件見下表:
工件速度選擇條件
縱向進給量的選擇
縱向進給量的大小影響工件的表面質量和生產率。縱向進給量大,增加磨粒的切削負荷,磨削力大;縱向進給量小,易使工件燒傷。
粗磨鋼件 fa=(0.3~0.7)B mm/r
精磨鑄鐵 fa=(0.7~0.8)B mm/r
精 磨 fa=(0.1~0.3)B mm/r
背吃刀量的選擇
磨削背吃刀量通常數值很小。一般外圓縱磨
粗磨鋼件 ap=0.02~0.05mm
粗磨鑄鐵 ap=0.08~0.15mm
精磨鋼件 ap=0.005~0.01mm
精磨鑄鐵 ap=0.02~0.05mm
外圓切入磨 普通磨削 ap=0.01~0.05mm
精密磨削 ap=0.0025~0.005mm
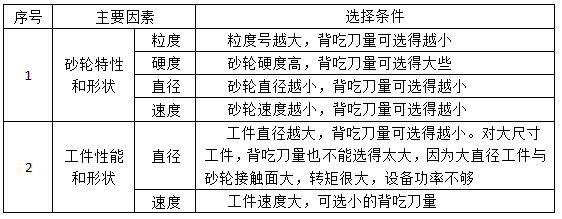
內圓磨削背吃刀量更小一些。磨削背吃刀量選擇條件見下表:
磨削背吃刀量選擇條件