°°°°É»ąAń•Ōų
°°°°É»ąAń•Ōų”√”ŕÉ»Ņ◊Ķńĺęľ”Ļ§£¨‘ŕÉ»ąAń•ī≤ĽÚ»fń‹Õ‚ąAń•ī≤…ŌŖM––°£Ņ…ľ”Ļ§Õ®Ņ◊°Ę≤ĽÕ®Ņ◊°ĘąA÷ýĽÚąAŚFŅ◊°ĘŇ_ŽAŅ◊ļÕŅ◊∂ň√śĶ»°£ń•Ņ◊Ķń≥ŖīÁĺę∂»Ņ…Ŗ_IT6~IT7ľČ£¨ĪŪ√śī÷≤ŕ∂»Ra0.8~0.2¶Őm°£≤…”√łŖĺę∂»ń•ŌųĻ§ňᣨ≥ŖīÁĺę∂»Ņ…Ņō÷∆‘ŕ0.005mm“‘É»°£ĪŪ√śī÷≤ŕ∂»Ra0.1~0.025¶Őm°£
°°°°É»ąAń•ŌųĶńŐōŁc»ÁŌ¬£ļ
°°°°(1)É»ąAń•Ōų”…”ŕŅ◊ŹĹĶńŌř÷∆£¨ňý”√…į›Ü÷ĪŹĹ–°;řDňŔ ‹ń•Ó^ĶńŌř÷∆(ôC–Ķ Ĺń•Ó^řDňŔ‘ŕ10000~20000r/min)£¨ń•ŌųňŔ∂»‘ŕ20~30m/s£¨…ű÷ŃłŁ–°°£ľ”Ļ§ĪŪ√śī÷≤ŕ∂»ÖĘĒĶ÷Ķ›^Õ‚ąAń•Ōųīů°£
°°°°(2)“ÚÉ»ąAń•Ōų…į›ÜřDňŔłŖ£¨«“…į›ÜŇcĻ§ľĢĹ””|Ľ°Ī»Õ‚ąAń•ŌųťL£¨“Úīňń•ŌųüŠļÕń•ŌųѶ∂ľĪ»›^īů£¨ń•Ń£»›“◊ń•‚g£¨Ļ§ľĢ“◊įlüŠļÕüżāŻ°£
°°°°(3)“Ú«–Ōų“ļ≤Ľ“◊ŖM»Žń•ŌųÖ^”Ú£¨ņšÖsólľĢ≤Ó;ń•–ľ≤Ľ“◊ŇŇ≥ż£¨»›“◊‘ž≥……į›Ü∂¬»Ż£¨Źń∂Ý”įŪĎĪŪ√śŔ|ŃŅ£¨ń•ŌųŤTŤFēr”»ěť√ųÔ@°£
°°°°(4)…į›Ü›SĎ“ĪŘ…ž≥Ų›^ťL£¨«“÷ĪŹĹľö£¨Ąā–‘›^≤Ó£¨»›“◊ģa…ķŹĚ«ķ◊É–őļÕ’ŮĄ”£¨≥ż”įŪĎľ”Ļ§ĺę∂»ļÕĪŪ√śī÷≤ŕ∂»÷ĶÕ‚£¨“≤Ōř÷∆Ńňń•Ōų”√ŃŅĶńŐŠłŖ£¨÷∆ľsŃň…ķģa–߬ ĶńŐŠłŖ°£
°°°°É»ąAń•Ó^
°°°°É»ąAń•Ó^“≤∑QÉ»ąAń•ĺŖ£¨ňŁ «éߥ”…į›Ü◊ŲłŖňŔ–żřDĶń≤ŅľĢ£¨…į›Ü÷ĪĹ”ĽÚņŻ”√Ĺ”ťL›SŇcń•Ó^ŌŗŖBĹ”°£
°°°°(“Ľ)É»ąA…į›ÜĶńŖxďŮ
°°°°1. …į›Ü÷ĪŹĹĶńŖxďŮ
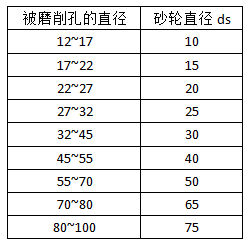
°°°°ŖxďŮ“ņďĢ «Ļ§ľĢŅ◊ŹĹ£¨∂Ģ’Ŗ÷ģťgĎ™”–ŖmģĒĪ»÷Ķ£¨Õ®≥£…į›Ü÷ĪŹĹ «Ņ◊ŹĹĶń0.5~0.9°£Ō¬ĪŪŃ–≥ŲŃňŅ◊ŹĹ¶’12~¶’100mm∑∂áķÉ»ąAń•Ōų…į›Ü÷ĪŹĹĶńŖxďŮ°£ģĒĻ§ľĢÉ»Ņ◊÷ĪŹĹīů”ඒ100mmēr£¨Ď™◊Ę“‚…į›ÜąA÷‹ňŔ∂»≤ĽĎ™≥¨Ŗ^…į›ÜĶńį≤»ęňŔ∂»°£
É»ąAń•Ōų…į›Ü÷ĪŹĹĶńŖxďŮ£®mm£©
°°°°2. …į›Ü”≤∂»ĶńŖxďŮ
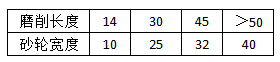
°°°°‘ŕ…į›ÜĹ”ťL›SĄā∂»ļÕôCī≤Ļ¶¬ ‘ ‘SĶń∑∂áķÉ»£¨…į›ÜĆí∂»Ņ…įīĻ§ľĢťL∂»ŖxďŮ£¨“äŌ¬ĪŪ£ļ
É»ąAń•Ōų…į›ÜĆí∂»ŖxďŮ£®mm£©
°°°°3. …į›Ü”≤∂»ŖxďŮ
°°°°É»ąA…į›ÜĎ™”–Ńľļ√Ķń◊‘šJ–‘£¨ňý“‘Ď™Ŗx”√›^‹õĶń…į›Ü£¨Õ®≥£É»ąA…į›Ü›^Õ‚ąA…į›Ü”≤∂»“™‹õ1~2ľČ°£“Ľį„É»ąAń•Ōų…į›Ü”≤∂»ěť÷–‹õ°£Ķę‘ŕń•ŌųťL∂»›^ťLĶń–°Ņ◊ēr£¨ěťĪ‹√‚Ļ§ľĢģa…ķŚF∂»£¨…į›Ü”≤∂»≤ĽŅ…ŐęĶÕ°£
°°°°4. …į›ÜĶńŃ£∂»ŖxďŮ
°°°°ěťŐŠłŖń•Ń£Ķń«–Ōųń‹Ń¶£¨Õ¨ērĪ‹√‚üżāŻĻ§ľĢ£¨Ď™Ŗx”√›^ī÷Ń£∂»°£≥£”√É»ąA…į›ÜŃ£∂»ěť36ŐĖ°Ę46ŐĖļÕ60ŐĖ°£
°°°°5. …į›ÜĹMŅóĶńŖxďŮ
°°°°É»ąAń•ŌųŇŇ–ľņߎy£¨ěťŃň”–›^īůĶńŅ’Ō∂»›ľ{ń•–ľ£¨Ī‹√‚…į›ÜĹõŖ^‘Á»ŻĆć£¨É»ąA…į›ÜĶńĹMŅó“™Ī»Õ‚ąA…į›Ü Ťň…1~2ŐĖ°£

