ĪĪĪĪą┬╔░▌å┼c╔░▌å▀BĮė▒PŠo╣╠║¾Ż¼ę¬Įø▀^ņoŲĮ║Ō▓┼─▄čb╚ļ╔░▌åų„▌SĪŻ╔░▌åĄ─ņoŲĮ║Ōę╗░Ńį┌ŲĮ║Ō╝▄╔Ž▀MąąŻ¼ŲĮ║Ō╝▄Ą─ĮYśŗģó┐╝łD╚ńŽ┬ĪŻŲĮ║Ō╝▄ė╔ų¦╝▄3║═ā╔Ė∙ų▒ÅĮŽÓ═¼▒Ē├µ╣Ō╗¼Č°ŪęŽÓ╗źŲĮąąĄ─▌S2ĮM│╔ĪŻ▌S2╩Ūų¦ō╬ŲĮ║Ōą─▌SĄ─ī¦▄ēŻ¼×ķ┴╦╩╣Ųõ╠Äė┌╦«ŲĮ╬╗ų├Ż¼┐╔═©▀^╚²ų╗┬▌ßö1üĒš{š¹ĪŻš{š¹ĢrŻ¼į┌╝▄╔ŽĘ┼╔ŽŲĮē|ĶFŻ¼ŲĮē|ĶF╔ŽĘ┼╔Ž╦«ŲĮāxŻ¼į┌┐vĪóÖMā╔ĘĮŽ“ąŻ“×ŲĮ║Ō╝▄Ą─╦«ŲĮŻ¼š{š¹ĄĮ0.02/1000mmĘČć·ā╚ĪŻŲĮ║ŌĢrŻ¼īó╔░▌åčbĄĮ╔░▌å╝▄╔ŽŻ¼╩╣╦³į┌▐DĄĮ╚╬║╬ĮŪČ╚ĢrŻ¼Č╝─▄▀_ĄĮņoų╣ĀŅæBĪŻę╗░ŃŪķørŽ┬Ż¼╔░▌åų╗ąĶū„ņoŲĮ║ŌŠ═─▄ØMūŃ╔·«aĄ─ąĶę¬ĪŻ
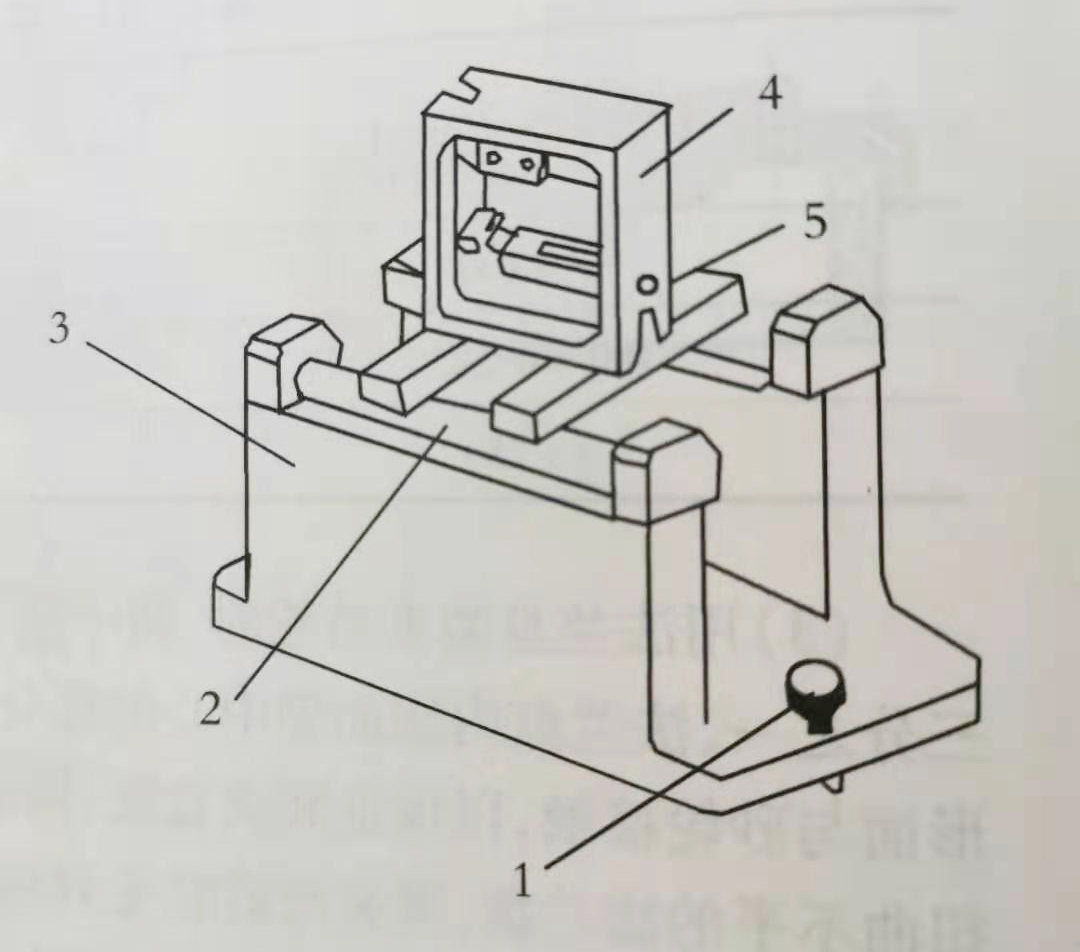
ĪĪĪĪŲĮ║Ō╝▄Ą─š{š¹
╔░▌åĄ─ņoŲĮ║ŌĘĮĘ©ų„ę¬ėąā╔ĘNŻ║ųžą─ŲĮ║ŌĘ©║═╚²³cŲĮ║ŌĘ©ĪŻųžą─ŲĮ║ŌĘ©╩Ū╩ūŽ╚šę│÷ųžą─╬╗ų├Ż¼╚╗║¾čb╔ŽŲĮ║ŌēK▀MąąŲĮ║ŌĄ─ĘĮĘ©Ż¼š{š¹▀^│╠▌^×ķ║åå╬Ż¼Ž┬├µų„ę¬ĮķĮB╚²³cŲĮ║ŌĘ©ĪŻå╬³cŲĮ║ŌĘ©š{š¹▀^│╠╚ńŽ┬Ż║
ĪĪĪĪ(1) Ž╚īóŠÄėąą“╠¢Ą─╚²éĆŲĮ║ŌēKęį120ĪŃĄ─ķgĖ¶Š∙ä“Ąž▓╝ų├į┌Ę©╠m▒PŁhą╬▓█ā╚Ż¼▓ó╣╠Č©║├ŲĮ║ŌēKŻ¼Ę└ų╣╗¼äėŻ¼╚ńŽ┬łD╦∙╩ŠŻ║
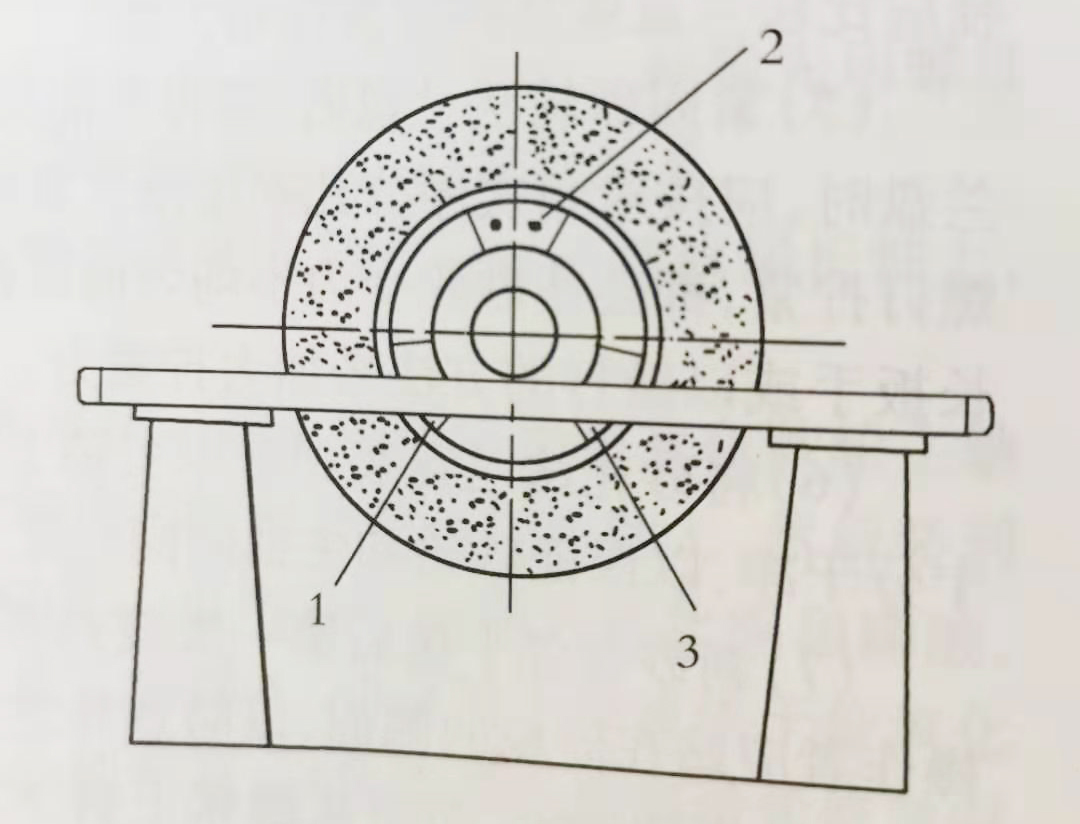
╔░▌åŲĮ║Ō
ĪĪĪĪ(2) į┘īóęččb║├╔░▌åĄ─Ę©╠m▒Pčb╔ŽŲĮ║Ōą─▌SĘ┼į┌ęčš{║├╦«ŲĮĄ─ŲĮ║Ōų¦╝▄Ą─ŲĮ║Ō▌S╔ŽŻ¼▓ó╩╣ŲĮ║Ōą─▌SĄ─▌Są─ŠĆ┤╣ų▒ė┌ā╔Ė∙ŲĮąą▌SĄ─▌SŠĆĪŻ
ĪĪĪĪ(3) ╚╗║¾▐Däė╔░▌åŻ¼╩╣Ą┌ę╗éĆŲĮ║ŌēK╠Äė┌ūŅĖ▀³cŻ¼╚¶╔░▌厓ū¾╗“Ž“ėęŲ½▐DĢrŻ¼ätŽ“ėę╗“Ž“ū¾š{š¹ŲĮ║ŌēKŻ¼ų▒ų┴╔░▌åņoų╣▓╗äėŻ¼╚╗║¾Šo╣╠ŲĮ║ŌēKĪŻ
ĪĪĪĪ(4) į┘īó╔░▌å▐D▀^120ĪŃŻ¼╩╣Ą┌Č■éĆŲĮ║ŌēK╠Äė┌ūŅĖ▀³cė├═¼śėĘĮĘ©š{š¹ŲĮ║ŌēK╬╗ų├Ż¼╩╣╔░▌åņoų╣▓╗äė║¾╔ŽŠoŲĮ║ŌēKĪŻ
ĪĪĪĪ(5) ╚╗║¾į┘īó╔░▌å▐D▀^120ĪŃŻ¼╩╣Ą┌╚²éĆŲĮ║ŌēK╠Äė┌ūŅĖ▀³cŻ¼ęį═¼śėĘĮĘ©╩╣╔░▌åņoų╣▓╗äė║¾Šo╣╠ŲĮ║ŌēKĪŻ
ĪĪĪĪ(6) ūŅ║¾ė├ė┌▌p▌pō▄äė╔░▌åŻ¼╚ń╣¹į┌╚╬║╬╬╗ų├Č╝─▄╩╣╔░▌åņoų╣▓╗äėŻ¼šf├„╔░▌åęčŲĮ║Ō║├Ż¼┤╦ĢrīóŲĮ║ŌēKŠo╣╠╔ŽŠoĪŻĘ±ätŻ¼└^└mī”╔░▌å▀MąąŲĮ║ŌŻ¼ų▒ų┴ŲĮ║Ō×ķų╣ĪŻ╚╗║¾Å─ą─▌S╔ŽąČŽ┬╔░▌åčbĄĮÖC┤▓╔Ž╩╣ė├ĪŻ
ĪĪĪĪą┬╔░▌åę╗░Ńę¬ū÷ā╔┤╬ŲĮ║ŌŻ¼Ą┌ę╗┤╬ŲĮ║ŌĄ──┐Ą─į┌ė┌Ž¹│²╔░▌åį┌ųŲįņ▀^│╠ųąė╔ė┌┘|┴┐Ų½▓ŅČ°«a╔·Ą─▓╗ŲĮ║ŌĪŻčbĄĮÖC┤▓╔Ž║¾Ż¼ą▐š¹╔░▌åĄ─═ŌłA║═Č╦├µ║¾ąĶę¬▀MąąĄ┌Č■┤╬ŲĮ║ŌĪŻĄ┌Č■┤╬ŲĮ║ŌĢr▒žĒÜć└Ė±ę¬Ū¾Ż¼╩╣╔░▌åį┌╚╬║╬ĘĮ╬╗Č╝─▄▀_ĄĮŲĮ║ŌĪŻ
ĪĪĪĪņoŲĮ║Ō═∙═∙╩▄ŲĮ║Ō╝▄Ą─ī¦▄ē╦«ŲĮŠ½Č╚ĪóŲĮ║Ōą─▌SĄ─ÅØŪ·ūāą╬ĪóØLäė─”▓┴ŽĄöĄĪó▓┘ū„ĘĮĘ©Ą╚ę“╦žĄ─ė░ĒæŻ¼ŲõŲĮ║ŌŠ½Č╚ėąŽ▐Ż¼Š½Č╚▒Ż│ųąįę▓▓ŅŻ¼▓┘ū„ĢrķgķLĪŻę“Č°╔░▌åĄ─ŲĮ║Ō▀ĆąĶę¬▀MąąäėŲĮ║ŌĪŻ
