ĄĄĄĄ(1)šÏĀíßxņÄĨÏũÓÃÁŋ
ĄĄĄĄ1)É°ÝËŲķČĶÔsÔöļßĢŽÄĨÏũØķČÏāŠÉÏÉýĢŽÔ―ŌŨ°l(fĻĄ)ÉúýûĄĢ
ĄĄĄĄ2)ąģģÔĩķÁŋapÔ―īóĢŽđĪžþąíÃæØķČÔ―ļßĢŽŌōīËŌËßxÓÃÝ^ÐĄĩÄapĢŽĩŦapß^ÐĄrĢŽt§ÖÂÄĨÏũrŧŽēÁÅcŋĖĩÄÄÜÁŋÔöžÓĢŽ·īķøŌŨŌýÆðąíÃæýûĄĢ
ĄĄĄĄ3)đĪžþËŲķČĶÔwÔöļßĢŽŪa(chĻĢn)ÉúĩÄáÁŋÔöžÓĢŽĩŦëSÖøĶÔwÔöžÓÄĨÏũáÔīÔÚđĪžþąíÃæÉÏŌÆÓĩÄËŲķČžÓŋėĢŽÉĒáĩÄlžþļÄÉÆĢŽđĘýûĮérpÝpĄĢ
ĄĄĄĄÔÚÉúŪa(chĻĢn)Û`ÖÐÝ^ÓÐЧđûĩÄīëĘĐĘĮpÐĄąģģÔĩķÁŋapĢŽßmŪpÐĄÉ°ÝËŲķČĶÔsž°ÔöžÓđĪžþËŲķČĶÔwípÐĄđĪžþąíÃæýûšÍÁŅžyĄĢ
ĄĄĄĄ(2)Õýī_ßxņÉ°ÝĄĢßxÓÃÝ^īÖĩÄÄĨÁĢĢŽēÉČĄīÖÐÞÕûĢŽ―ĩĩÍÉ°ÝĩÄÓēķČĢŽŋØÖÆÉ°ÝÄĨpšÍ·ĀÖđÉ°ÝÕģÖøÅcķÂČûĢŽūųÄÜÓÐЧĩØ―ĩĩÍÄĨÏũØķČĄĢÆäÖÐÉ°ÝÓēķČĩÄšÏĀíßxņĶÄĨÏũąíÃæýûÓ°íŨîīóĢŽÔÚÄĨÏũ§áÐÔēîĩÄēÄÁÏĄĒŋÕÐÄąĄąÚđĪžþĄĒđĪžþÅcÉ°Ý―ÓÓ|ŧĄÝ^éLrĢŽķžŠßxÝ^ÜĩÄÉ°ÝĢŽŌÔ°l(fĻĄ)]É°ÝĩÄŨÔŅÐŨũÓÃĄĢ
ĄĄĄĄÄĨÁÏĩÄßxņŌēÓКÜīóÓ°íĄĢČįÄĨÓēŲ|(zhĻŽ)šÏ―ðđĪžþĢŽēÉÓÃĖžŧŊđčÉ°ÝĢŽķāĩ(shĻī)đĪžþķžģöŽF(xiĻĪn)ýûŽF(xiĻĪn)ÏóĄĢČôßx―ðĘŊÉ°ÝÄĨÏũĢŽtÄĨÏũÁĶÐĄĢŽļÉÄĨrÄĶēÁŌōĩ(shĻī)ÐĄĢŽđĘÄĨÏũ
^(qĻą)°l(fĻĄ)áÁŋÐĄĄĢ
ĄĄĄĄÔÚŪa(chĻĢn)ÉúÄĨÏũáķāšÍÉ°ÝÅcđĪžþ―ÓÓ|Ãæ·eīóĩÄĮérÏÂĢŽŋÉēÉÓÃīóâŋŨÉ°ÝŧōąíÃæé_ēÛÉ°ÝĄĢß@·NÉ°ÝūßÓÐēŧŌŨķÂČûĄĒĮÐÏũÄÜÁĶšÍÉĒáŋėĩČ(yĻu)ücĄĢ
ĄĄĄĄĢĻ3ĢĐĖáļßĀä
sŧŽÐ§đûĄĢ
ĄĄĄĄĢĻ4ĢĐž°rÐÞÕûÉ°Ý
ĄĄĄĄĢĻ5ĢĐēÉÓÃĩÍŠÁĶÄĨÏũđĪËĄĢēÉÓÃĩÍŠÁĶÄĨÏũĢŽđĪžþąíÃæŋÉŦ@ĩÃĩÍĩÄÓāĀŠÁĶĢŽpÉŲąíÃæýûÅcÁŅžyĄĢËųÖ^ĩÍŠÁĶÄĨÏũĢŽžīÔÚąíÃæ0.025mmŌÔÏÂÉîķČrĢŽÓāŠÁĶÐĄÓÚ120MpaĄĢÏÂDËųĘūéĩÍŠÁĶÄĨÏũÅcÆÕÍĻÄĨÏũĩÄÓāŠÁĶąČÝ^DĄĢ
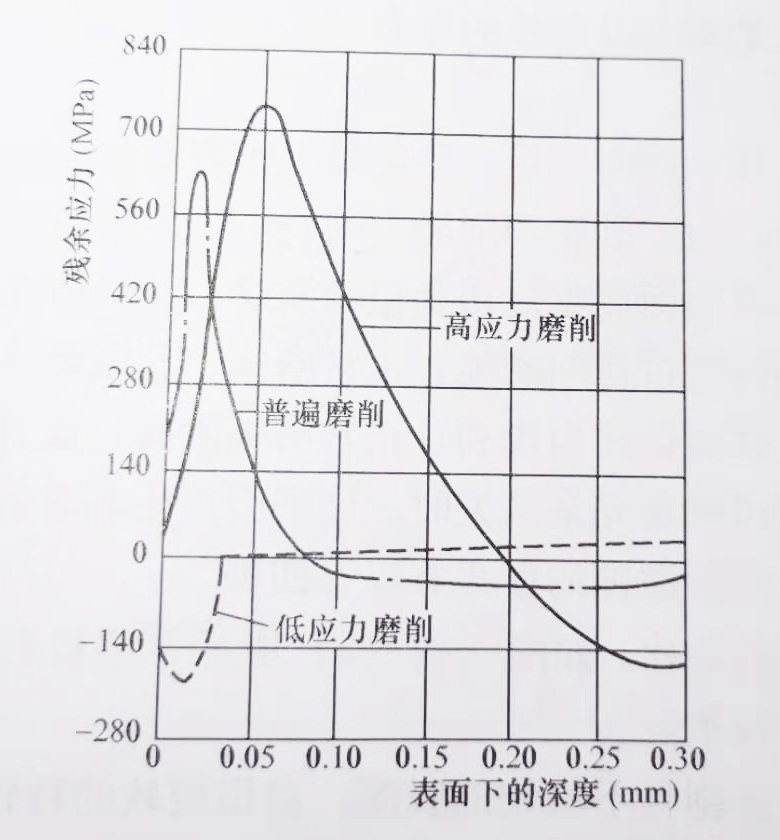
ēŧÍŽÄĨÏũ·―Ę―ĶÓāŠÁĶĩÄÓ°í
ĄĄĄĄĩÍŠÁĶÄĨÏũÉ°ÝËŲķČŌŠĩÍĢŽÉ°ÝÓēķČŌŠÜĢŽMÏōßM―oÁŋŌŠÐĄĢŽÏÂąíéĩÍŠÁĶÄĨÏũÅcÆäËûÄĨÏũÖũŌŠ
Ēĩ(shĻī)ąČÝ^ĄĢ
ĩÍŠÁĶÆ―ÃæÄĨÏũÅcÆäËûÄĨÏũÖũŌŠ
Ēĩ(shĻī)ąČÝ^
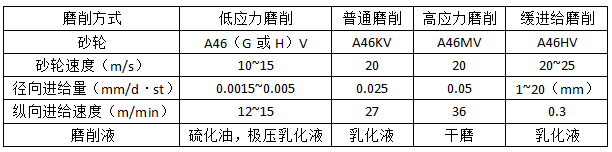
ĄĄĄĄĩÍŠÁĶÄĨÏũßmÓÚÄĨÏũļßķČšÍļßØšÏ―ðĩČūŦÃÜÁãžþĢŽĩŦÄĨÏũЧÂĘĩÍĄĢŌōīËĢŽÄĨÏũÓāÁŋŌŠÐĄĢŽŌŧ°ãÓāÁŋČĄ0.25mmĢŽÆäÖÐÏČŌÔfr=0.01~0.02mm/stĢŽĮÐģý0.2mmÓāÁŋĢŽČŧšóÔŲŌÔ0.005~0.01mm/stĮÐģýĘĢÏÂĩÄÓāÁŋĄĢ―üÄęíēÉÓÃCBNÉ°ÝĢŽÓÉÓÚÄÜÝ^éLrégąĢģÖähĀûĩÄĮÐÏũČÐĢŽÄĨÏũЧÂĘÓÐËųĖáļߥĢ
